Aerojet Rocketdyne's 3D-printed quad thruster enables low-cost space exploration

See how Aerojet Rocketdyne used nTop's shell-and-infill latticing capability to develop a RCS quad thruster that is 67% lighter and 66% less expensive than competing solutions.
Applications
Key Software Capabilities
- Lattice structures
Summary
Aerojet Rocketdyne engineers used nTop to optimize a key component of their Reaction Control System (RCS) quad thruster for additive manufacturing. nTop’s advanced latticing capabilities allowed them to create a space engine part that is 67% lighter and 66% less expensive than competing solutions.

About: Aerojet Rocketdyne is a world-class manufacturer of advanced energetic systems involved developing the propulsion for NASA’s spacecraft and launch vehicle on the Artemis mission.
- Industry: Aerospace and defense
- Size: 5,000+ employees
- Location: Sacramento, California, USA
- Product: 3D-printed Reaction Control System (RCS) quad thruster
The project
A lower-cost return to the moon
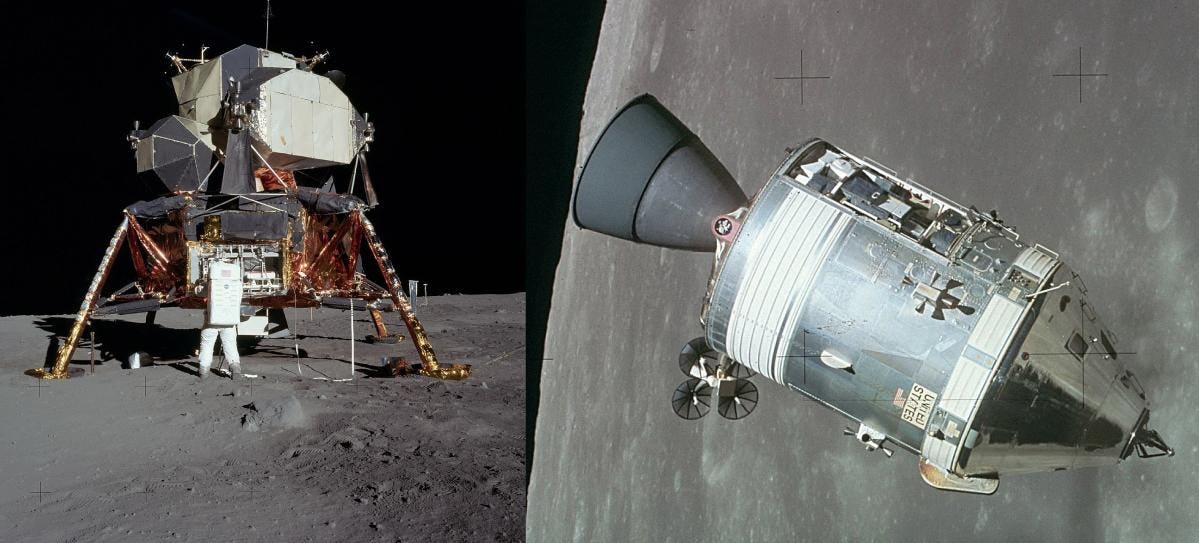
Each Apollo mission spacecraft and lunar lander featured 4 RCS quad thrusters positioned around the vessel to control their orientation during flight.
NASA’s Artemis program is preparing to return to the moon. Aerojet Rocketdyne’s objective is to redesign legacy systems from the Apollo-era program using modern propulsion, design, and manufacturing technologies to drive down costs, speed up development and production time, and improve performance. In particular, the team needed to lower the cost and weight of their RCS thruster design to enable production of the 600+ thrusters required for the Artemis mission.
The challenge
Redesigning the reaction control system
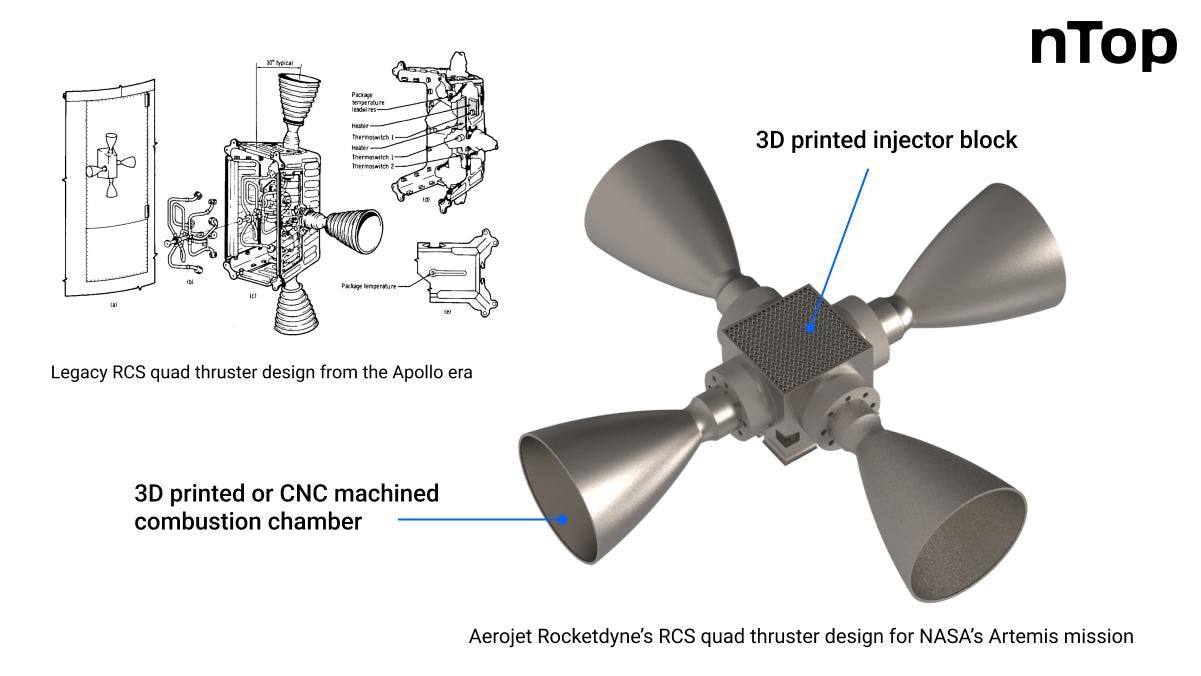
The design of the RCS quad thruster module — legacy vs. modern era.
To refine their 2019 design, Aerojet Rocketdyne doubled down on additive manufacturing to improve the affordability of the legacy design and reduce the complexity of the build. This also reduced touch labor costs and increased the system’s reliability.
The engineers also incorporated advancements in rocket propulsion technology to improve the system’s performance, but these advancements meant they needed to create a more efficient fuel delivery mechanism for the thrusters and an intricate design for the nozzle and plumbing of the injector block.
The solution
From concept to qualification-ready
With the help of nTop’s Implicit Modeling engine and Field-Driven Design, it only took a few hours for Aerojet Rocketdyne’s engineers to create a manufacturing-ready design. The team applied a lightweighting concept that was impossible to implement using traditional CAD software: they created a shell to remove unnecessary material, then filled it with a lattice structure to ensure manufacturability and increase stiffness.
The results
67%
Reduced weight
66%
Reduced manufacturing cost
2.5x
Factor of safety
5x
Thrust-to-weight ratio

Why nTop?
Lightweighting
nTop’s implicit modeling engine allowed Aerojet Rocketdyne to lightweight in a way they could never do in traditional CAD software. They shelled the part to remove unnecessary material and filled it with a lattice structure to ensure manufacturability and increase stiffness. As a bonus, filets could be added to all edges to alleviate stress concentrations and improve the part’s fatigue strength.
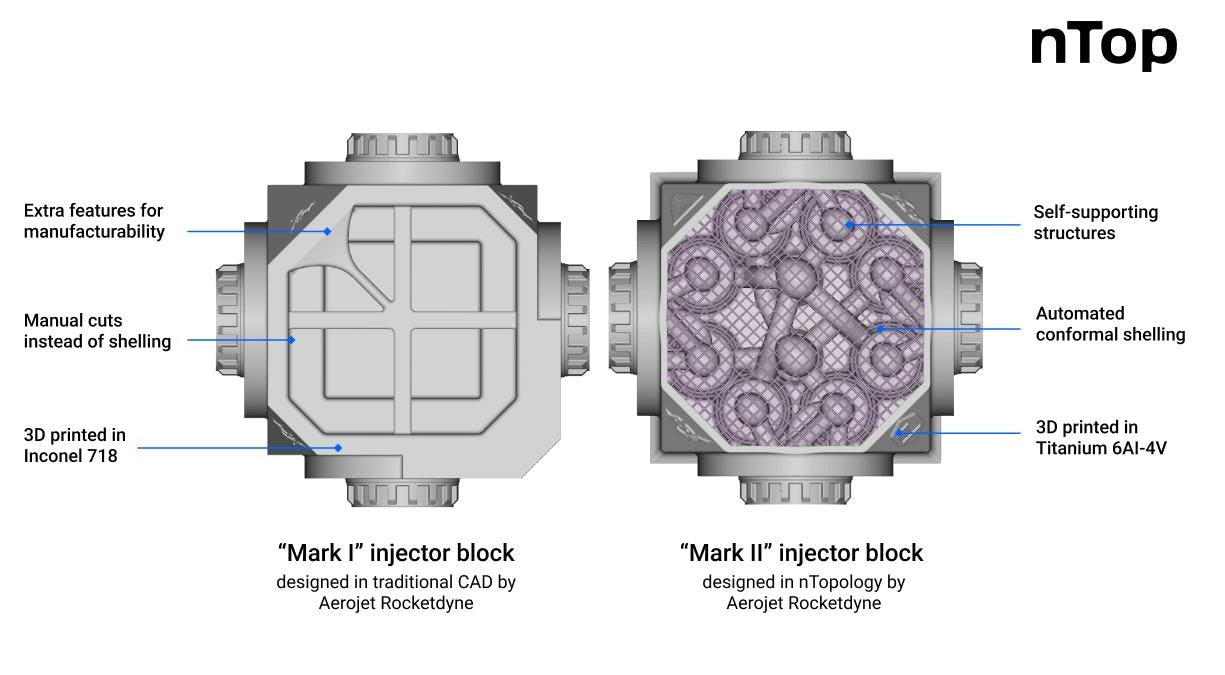
The modeling limitations of traditional CAD stopped Aerojet Rocketdyne from optimizing the first iteration of their design for weight and cost.
Field-Driven Design
The Aerojet Rocketdyne team was able to further refine their structure and control key parameters using nTop’s unique Field-Driven Design feature. For example, they created a smooth transition in the lattice beam thickness — thinner in the center and thicker near the shell — to further reduce the part’s weight.
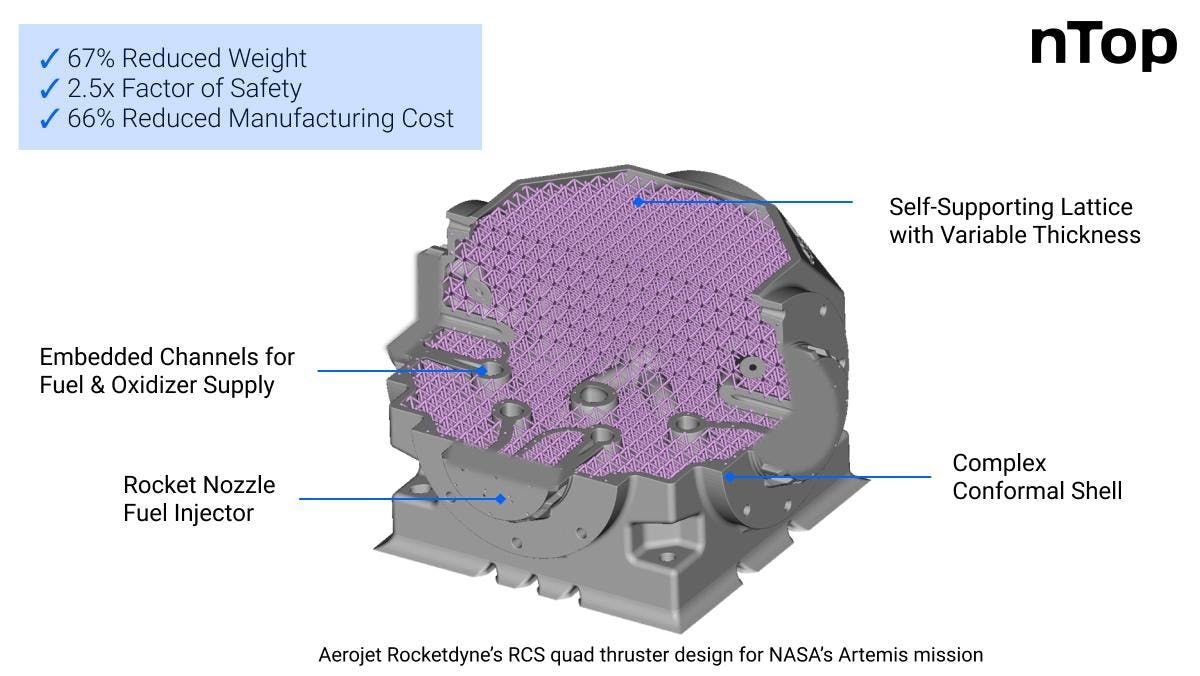
Cross-section of the optimized injector block.
Conclusion
With nTop, the Aerojet Rocketdyne team created a manufacturing-ready design that modernized legacy designs, delivered lower production costs, and improved product performance.




